淮北拋丸清理機供應
發布時間:2024-08-19 01:20:45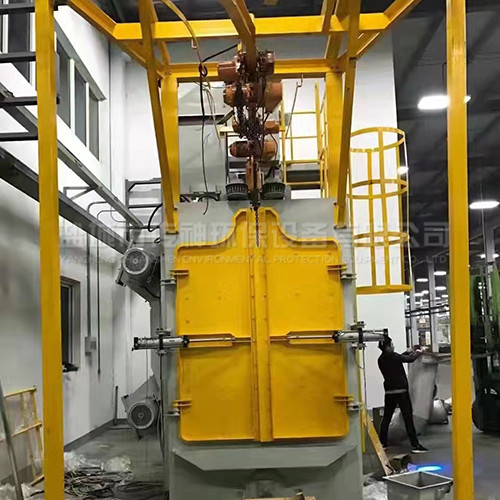
淮北拋丸清理機供應
拋丸機是指用拋丸機拋出的高速拋丸清洗或加強鑄件表面的鑄造設備。拋丸機可以同時對鑄件進行拋砂、除芯和清洗。有些地方也叫打砂機和噴砂機。拋丸機主要由拋丸機、拋丸室、吹掃室、拋丸循環系統、除塵系統、導輥、支撐輥、保護輥、密封簾、密封輥等組成。拋丸機又稱拋丸機,可分為通過拋丸機、鉤式拋丸機、履帶式拋丸機等。拋丸機的維護要點:(1)定向套定向口角度調整:進料后,對準備好的鑄件進行拋丸處理,根據鑄件表面情況,稍微調整定向套方向,調整到鑄件各表面。經試制確定Z佳方向后,用標記筆標記。(2)顆粒分離器的調整:先檢查可調閘板的運動是否靈活,然后進行負荷調試,使顆粒不斷流動分離器,檢查顆粒是否呈流幕下落,否則反復調整閘板,直至顆粒呈流幕下落。(3)拋丸室內壁的耐磨襯板和拋丸葉片極易磨損,應定期檢查和更換。(4)分丸輪磨損15毫米以上應及時更換。如果繼續使用,彈丸的徑向散射角會增加,會加速護板的磨損,降低清洗效果。(5)定向套內部有深槽或定向套的定向口磨損約10毫米,應更換。

淮北拋丸清理機供應
拋丸清理機工件清理的重要性:1、在拋丸機工件清洗過程中,應采用多種檢驗手段識別鑄件質量,因此該過程是控制質量的總關口。2、在清洗過程中,不僅可以改變工件的內部組織,提高其機械性能,還可以提高工件的表面質量和精度,還可以在一定程度上修復缺陷。因此,該過程也是質量升級的關口。3、所涉及的拋丸機工種多,如切割、焊補、磨修、熱處理等。稍有不慎就會造成新缺陷甚至廢品。所以拋丸機工件清理很重要。4、鑄鐵件清洗工藝勞動力占總量的15~20%,清洗成本占鑄件總成本的25%,鑄鋼件清洗勞動力占總成本的25-30%,清洗成本占總成本的30~35%。清理工序能耗占總能耗的3~10%。5、拋丸機工件材質不同,品種繁多,澆筑出口位置復雜多變,飛邊毛刺大小形狀不同。因此,60~70%的清潔工作仍然是手工完成的,加上灰塵、振動、噪聲、弧光和輻射熱。鑄件清洗工藝一直是鑄造生產中勞動強度大、勞動條件差的薄弱環節,因此拋丸機工件的清洗非常重要。

淮北拋丸清理機供應
拋丸機短行程電磁制動器的驅動裝置為單相電磁鐵,重量輕,結構簡單,調整方便。通過程電磁制動器的驅動裝置為三相電磁鐵,具有制動扭矩穩定、安全可靠的優點。缺點是沖擊慣量大,振動和聲音大,鉸點多,易磨損,需要經常調整。液壓推桿裝置由液壓推桿裝置驅動,無噪音,使用壽命長,結構緊湊,調整方便。缺點是不適合升降機構,不適合低溫。液壓電磁鐵制動器是液壓電磁鐵,具有無噪音、使用壽命長、結構緊湊、調節方便等優點。缺點是硅整流器在惡劣的工作條件下容易損壞。當驅動裝置通過拋丸機的工作原理操作時,制動臂上的瓦片被主彈簧的張力緊緊拉緊,機構停止。驅動裝置產生的驅動力驅動杠桿,壓縮主彈簧,打開左右制動臂,將左右制動片與制動輪分離,釋放制動輪。當驅動裝置斷電時,主彈簧復位,左右制動臂和制動片壓在制動輪上,使機構制動輪停止同軸,達到制動目的。

淮北拋丸清理機供應
拋丸機的葉片被拋出的大多數彈丸不停地沖擊著,因而葉片是拋丸器中易損壞的部件。葉片的磨損或開裂會使葉輪在高速旋轉時產生振動檢查發現葉片有深溝或磨損一半以上應及時更換。此外,葉片鑄造缺陷必然會加速葉片的磨損。由于有鑄造缺陷的葉片會使彈丸在運動過程中彈跳,反過來會沖刷葉片,加劇葉片的磨損。為保證拋丸機運行的穩定性,葉片變換必須成對停止,即必須同時更換與不合格葉片相對的葉片,以達到良好的動態平衡。如果拋丸機的葉片問題導致拋頭工作異常,則更換所有葉片。不得使用有鑄造缺陷的葉片。注意裝置葉片時,1組8片葉片的重量差不大于5克。拋丸機頂護板與側護板端護板之間有一定的間隙。為了保證彈丸不溢出,拋丸機制造商的外蓋和盒子用橡膠材料密封。由于機械振動,局部彈丸沖擊橡膠墊經常形成密封墊,擊穿溢流大量彈丸。密封墊必須及時更換。現采用聚氨脂板替代橡膠板作為密封墊。聚氨脂板具有較高彈性,強度,優良的耐磨性,耐油性,有較強的耐疲倦性及抗震動性,運用效果良好。