洪湖通過式拋丸機安裝
發布時間:2024-02-18 01:27:29
洪湖通過式拋丸機安裝
拋丸機過濾磨削方法:當一般旋轉磨削設備高速旋轉時,其化學物質(化合物)將圍繞磨削槽,鋼件和磨石沒有相對速度,因此沒有相對速度差,磨削效果將大大削弱。然而,在旋轉頭園盤的旋轉傳動軸上安裝了幾個磨槽,以進行大行星旋轉健身運動,并給予向心力。由于離心作用,化學物質會在槽壁周圍旋轉內孔,旋轉外盤會旋轉磨削一次,磨削槽會大大逆轉一次,化學物質會向磨削槽體的室內空間和頂層的旋轉方向移動。由于向心力的工作壓力和強制由于向心力的工作壓力和強制流動率而產生流動性,導致相對速度差。旋轉速度為140~180r/min,與旋轉數成正比的相對速度差及其向心力會提高。其研磨效果是旋轉研磨設備的60倍,是振動研磨機的5~8倍。過濾研磨設備具有優異的研磨工作能力,顯示了大量的研磨信息。主要用于時鐘、電子設備、電氣設備部件等精密機械設備的照明,特別是中小型鋼件的研磨。

洪湖通過式拋丸機安裝
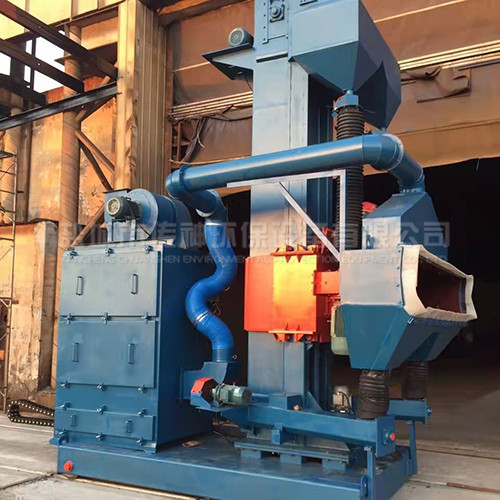
對履帶式拋丸機,檢驗時要求提前停機,只有停機后才能檢驗。履帶式拋丸機的工作原理比較簡單,但也有許多值得注意的地方,在清理倉內加入規定數量的工件后,門關上,機器啟動,工件由滾筒驅動,開始翻轉,同時拋丸機高速拋出的彈丸形成扇形束,均勻地打擊工件表面,從而達到清理的目的。拋出的彈丸和砂粒從履帶上的小孔流入底部的螺旋輸送器,通過螺旋輸送器輸入提升機,從提升機提到分離器進行分離。含塵氣體由風扇吸入除塵器過濾后,變成清潔空氣,排入大氣中。灰塵通過空氣反吹落入集塵器底部的集塵箱,用戶可以定期清除。廢砂從廢管中流出,用戶可以回收利用。丸砂混合物通過回收管回收到室內,分離器分離后再回收。拋丸機的布置由計算機三維動態模擬,所有布置角度和位置由計算機設計確定。在照顧所有需要清洗的工件的基礎上,盡量減少彈丸的空拋,從而提高彈丸的利用率,減少清洗室內保護板的磨損。

洪湖通過式拋丸機安裝
拋丸機脫脂的目的是去除工件表面的油污。拋丸后,附著在拋丸上的工件會形成油泥,影響涂層質量。同時,油污會堵塞除塵過濾,導致過濾使用壽命縮短。嚴重的話會堵塞除塵設備,導致除塵設備報廢。卡車廠拋丸線脫脂采用加熱噴射處理系統,工藝要求:溫度40~70℃;槽液濃度1~5點。生產過程中,應及時調整,以確保達到工藝要求的范圍。梁式拋丸線還應控制噴射壓力在0.2~0.4兆帕范圍內,過低容易清洗,過高容易將工件從掛擊落。清洗保養:脫脂槽每周換水一次,徹底清理沉淀物;濾網每2小時清洗一次;噴嘴每天調整一次,方向準確,不堵塞;管道每月清洗兩次。洗滌設備類似于脫脂,也采用加熱噴射處理系統,但只控制溫度(40~70℃),不需要控制濃度,其他管理與脫脂相同。縱梁拋丸線采用壓縮空氣吹水強制瀝水,橫梁拋丸線采用旋轉離心瀝水自動控制。要求工件表面的浮水基本瀝干,減輕干燥壓力,節約能源。干燥溫度應為70~120℃,以保證工件表面的殘水清潔。瀝水和干燥的管理是去除工件表面的水分。帶水工件進入拋丸機的后果比帶油工件更嚴重。首先,帶水工件拋丸后容易生銹,影響涂層質量;其次,水進入拋丸機會導致鋼丸和拋丸產生的灰塵生銹和結塊,導致拋丸機輸送系統和除塵系統堵塞,嚴重時報廢。因此,在生產過程中,應確保工件表面的水分被去除。
洪湖通過式拋丸機安裝
對于新使用的鉤和鉤,應進行一段時間的負荷試驗,額定負荷為試驗負荷的1.5倍,吊裝時間不小于10分鐘,卸料后不得變形。在鉤子使用一段時間后,鉤子的表面通常由于鋼絲繩的作用而硬化。為防止表面硬化,每六個月至一年退火一次,但溫度必須根據材料控制,否則鉤子的金屬顆粒會變厚,影響使用壽命。安全檢查鉤應至少每年檢查一次,每季至少檢查一次,以便經常使用的鉤子。測試前,用煤油清洗鉤體,用20倍放大鏡檢查危險部位。須沒有裂縫,通過式拋丸機的塑性變形,鉚釘的松動等。通過式拋丸機安全檢查應根據繁重的工作量和惡劣的環境確定檢查周期。主要檢查鉤子是否有裂紋,變形和鉤形螺母以及松動的防松裝置,檢查襯套,心軸,小孔,耳孔及其緊固件的磨損情況。鑄鉤不得用于報廢標準;鉤體表面光滑,無裂紋、開裂、鋼絲繩損壞;鉤體缺陷不得焊接;鉤應配備安全裝置,防止意外脫鉤。

洪湖通過式拋丸機安裝
關于拋丸機,其簡單理解的話,便是一種機械設備。復雜點的話,它是一種能夠強化鑄件外表的鑄造設備。拋丸機廠家在拋丸機的運用上,其開始,是用來去除工件外表的粘砂及氧化皮等的,其丸砂速度是為50—100nds。但后來,它逐漸被賦予了其他一些新功能,然后使其得到了更廣泛的應用。在除銹等級上,一般是分為四個,用Sa來表示,其詳細含義是為:Sa1:等級輕,只需要工件外觀看不見的油脂和污垢,沒有附著力差的附著物,包括氧化皮、銹蝕和油漆涂層。Sa2:干凈等級,相關于Sa1等級,有附著物的話,應是結實附著。并且,抗滑系數到達0.35—0.45。Sa3:要求是非常干凈,即使有殘留物,也只能僅僅是點狀或條狀的輕微色斑。其抗滑系數,應到達0.45—0.5。Sa4:是高等級,要求是徹底沒有殘留物、附著物等。并且工件外表,是應呈現出金屬般的光澤。