嵊州拋丸清理機廠家
發布時間:2023-11-23 01:37:53
嵊州拋丸清理機廠家
拋丸機脫脂的目的是去除工件表面的油污。拋丸后,附著在拋丸上的工件會形成油泥,影響涂層質量。同時,油污會堵塞除塵過濾,導致過濾使用壽命縮短。嚴重的話會堵塞除塵設備,導致除塵設備報廢。卡車廠拋丸線脫脂采用加熱噴射處理系統,工藝要求:溫度40~70℃;槽液濃度1~5點。生產過程中,應及時調整,以確保達到工藝要求的范圍。梁式拋丸線還應控制噴射壓力在0.2~0.4兆帕范圍內,過低容易清洗,過高容易將工件從掛擊落。清洗保養:脫脂槽每周換水一次,徹底清理沉淀物;濾網每2小時清洗一次;噴嘴每天調整一次,方向準確,不堵塞;管道每月清洗兩次。洗滌設備類似于脫脂,也采用加熱噴射處理系統,但只控制溫度(40~70℃),不需要控制濃度,其他管理與脫脂相同。縱梁拋丸線采用壓縮空氣吹水強制瀝水,橫梁拋丸線采用旋轉離心瀝水自動控制。要求工件表面的浮水基本瀝干,減輕干燥壓力,節約能源。干燥溫度應為70~120℃,以保證工件表面的殘水清潔。瀝水和干燥的管理是去除工件表面的水分。帶水工件進入拋丸機的后果比帶油工件更嚴重。首先,帶水工件拋丸后容易生銹,影響涂層質量;其次,水進入拋丸機會導致鋼丸和拋丸產生的灰塵生銹和結塊,導致拋丸機輸送系統和除塵系統堵塞,嚴重時報廢。因此,在生產過程中,應確保工件表面的水分被去除。
嵊州拋丸清理機廠家
關于這些重要而根本的東西,我們應該好好對待它們,這樣才能學以致用。1、拋丸機漏油問題的原因分析與處理。在這個問題上,拋丸機廠家認為有三個原因,并有相應的處理方法。原因一:軸與孔之間摩擦過大,使其嚴峻磨損,從而引發漏油問題。想要處理的話,能夠設備密封膠圈,來防止磨損過量。原因二:拋丸機開關漏油,原因可能是閥門磨損或生銹,此時應及時更換新的,并采取一些預防措施防止腐蝕。原因三:密封件有損壞,或是緊固件有松動。關于這兩個,處理起來很簡單,就是更換密封件,擰緊緊固件。2、拋丸機操作運用上的安全須知,設備的這一方面,在拋丸機生產廠家看來,其主要是有:(1)操作人員要穿戴好勞動防護用品后,才干夠上崗作業,否則是禁止上崗。(2)關于除塵設備,應進行周期性的敞開,以便鏟除潔凈粉塵等。并且,當設備停機后,不能當即停止除塵設備的運轉。(3)拋丸機中的控制開關不能頻繁打開和關閉,因為這會使電流過大,然后損壞設備中的一些儀表設備。

嵊州拋丸清理機廠家
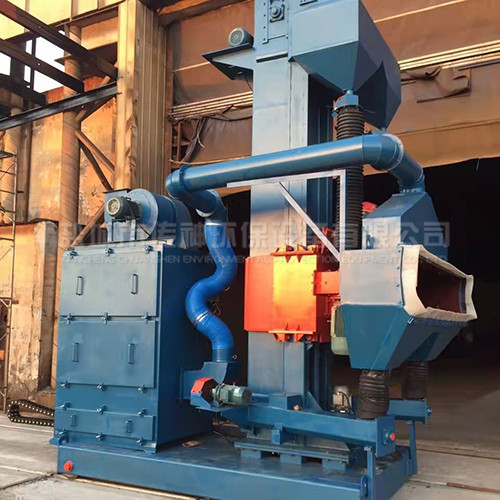
拋丸機作為鑄造行業常用的外觀分揀設備,在日常應用附近,由于鑄件重量非常重,拋丸機消耗仍然很大,因此在正常應用過程中,必須培養拋丸機的分揀強度,完成日常分揀操作,使拋丸機壽命更長。拋丸機的操作崗位屬于特殊崗位。如果你想從事拋丸機的操作,你必須首先通過崗位訓練。此外,經過拋丸機的相關訓練,你只能在拋丸機的訓練附近工作。拋丸機的日常維護有一個非常好的解釋。由于每天都要使用拋丸機,因此在使用拋丸機時,有必要注冊拋丸機的設備管理日志。日志的注冊內容包括設備的日常維護時間、維護項目和每周維護記錄。每天啟動拋丸機前,應及時清理拋丸機的灰塵和垃圾,并及時潤滑和維護拋丸機。如果能實現日常拋丸機的維護,不僅能提高鑄件的生產能力,還能延長拋丸機的使用壽命,使拋丸機提高鑄件的生產能力。

嵊州拋丸清理機廠家
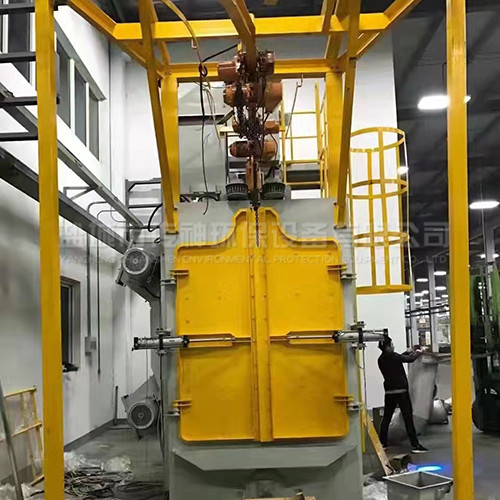
吊鉤拋丸機實際操作時,根據粒料的粒度分布和外觀進行操作和選擇,調整設備的行走速度,操作粒料的彈射水流量,獲得不同的拋射抗壓強度和不同的金屬表面處理實際效果。吊鉤式拋丸機工藝處理和拋丸設備依據等待審核表層的差別根據3個主要參數操縱解決過的表層情況。挑選顆粒物的尺寸和樣子;吊鉤式拋丸機的走動速率;鉤式拋丸清理機的顆粒物水流量。所述3個主要參數互相配合,以得到不一樣的解決實際效果,并保證拋丸除銹后表層的理想化表面粗糙度。在吊鉤拋丸機的整個應用過程中,有一些因素會危及拋丸機的實際清洗效果:拋丸機的拋擲方位不準確,吊鉤拋丸機在定項架部位的調整;粒度不同,再次選擇粒度;顆粒物聚集或長期應用,顆粒物被拆卸和更換;顆粒物供應不足,適度添加新的彈丸。
嵊州拋丸清理機廠家
履帶式拋丸清理機的操作:1、凡是本機操作人員須對本說明書以及本機的工作原理性能及操作方法、潤滑等方面有全面的了解,方能進行操作;2、將彈丸(200kg)陸續加入室體內,然后放入工件,關閉加料門,準備開車;3、啟動除塵器風機;4、依次按鈕啟動:提升機、拋丸器、供丸閘門,開始清理工作。清理完畢后,依次按鈕關閉:供丸閘門、拋丸器、提升機、除塵器風機,再啟動振打電機清灰,到一定時間后振打停止;5、拋丸器完全停止后,打開加料門,將工裝及工件吊出;6、遇有緊急情況,可按急停按鈕,機器立即全部停止工作;7、全部工作完畢后,應及時關閉除塵器;8、在通風除塵系統中,裝有兩個蝶閥,根據情況調整兩蝶閥,可得到良好的分離效果;9、拋丸器定向套的調整:定向套的調整可參考示意圖調整,在使用過程中因定向套磨損使彈丸擴散角增大,導致拋丸器和清理室的其他護板磨損加快。因此,定向套的磨損超過10毫米時,應更換新的定向套(開口方向與水平方線夾角為45°)。