啟東拋丸清理機生產廠家
發布時間:2023-07-08 01:42:54
啟東拋丸清理機生產廠家
拋丸機適用大批中小型鋼件的拋丸除銹。鋼件隨吊鏈可持續運行或步進電機運行或選擇優良的推式懸鏈運輸工作,使鋼件在倒料和拋丸除銹區各自處于終止狀態,保持指定的裝卸、搬運和拋丸除銹工藝流程。吊鉤吊重50-2000kg,生產制造效率高,操作可靠,對發動機油底殼氣缸蓋、電機殼等表面和內壁復雜鋼件的實際去除效果尤為好。是小車、大拖拉機、柴油發動機、電動機、閘閥等制造行業的理想化挑選。懸鏈條式拋丸清理機按其吊鏈挪動方法,可分成連續式、步進式、積放式。按吊鏈布局方法,可分成單行程安排、雙行程安排和多行程安排之分。連續式是將鋼件懸掛在吊鏈鉤上,根據拋丸除銹室系統地連續循環。進入清除室后,鋼件在旋轉組織的驅動器下旋轉,同時向前移動,接受清除工作的方法。步進式是對鋼懸架吊鉤(通常為3鉤1組)進行排序。吊鉤的幾組取決于客戶的輸出功率和所有清除線的長度。其工作中順序為送料→等候→拋丸除銹(自轉)→等候→開料→等候→送料先后循環系統工作中。
啟東拋丸清理機生產廠家
吊鉤拋丸機實際操作時,根據粒料的粒度分布和外觀進行操作和選擇,調整設備的行走速度,操作粒料的彈射水流量,獲得不同的拋射抗壓強度和不同的金屬表面處理實際效果。吊鉤式拋丸機工藝處理和拋丸設備依據等待審核表層的差別根據3個主要參數操縱解決過的表層情況。挑選顆粒物的尺寸和樣子;吊鉤式拋丸機的走動速率;鉤式拋丸清理機的顆粒物水流量。所述3個主要參數互相配合,以得到不一樣的解決實際效果,并保證拋丸除銹后表層的理想化表面粗糙度。在吊鉤拋丸機的整個應用過程中,有一些因素會危及拋丸機的實際清洗效果:拋丸機的拋擲方位不準確,吊鉤拋丸機在定項架部位的調整;粒度不同,再次選擇粒度;顆粒物聚集或長期應用,顆粒物被拆卸和更換;顆粒物供應不足,適度添加新的彈丸。

啟東拋丸清理機生產廠家
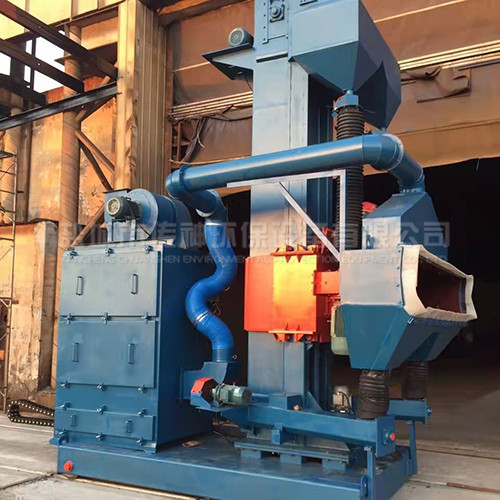
履帶式拋丸清理機的工作原理是將一定數量的工件放入倉庫,關閉閘門,機器啟動,工件從滾筒驅動開始翻轉。與此同時,投擲的形成扇形波束,均勻擊中工件表面,停止整理。拋出的彈丸和砂粒從履帶上的小孔流入螺旋輸送機,輸入提升機,在分離器中停止分離。履帶式拋丸清理機在運行前應逐漸裝置,裝置正確才能正常運轉。用戶根據當地土質配備混凝土,用水平儀查看筆直和水平平面后,可裝置履帶式拋丸清理機,并在腳周圍緊固螺栓。履帶式拋丸清理機在運轉前需要逐漸裝置,裝置正確后才能正常運轉。用戶根據當地土質裝備混凝土,用水平儀檢查平面的筆直和水平標高后,可以裝置履帶式拋丸清理機設備,擰緊地腳螺栓。在出廠前,履帶式拋丸清理機將洗滌室和拋丸機組裝成一體,用螺栓將升降機和升降機固定在洗滌室。裝置斗式提升機時,應注意調整上部驅動滑輪軸承座,使其堅持水平,避免皮帶偏移;在分離器上安裝手動分離門和分離門,并根據除塵系統圖連接所有管道。

啟東拋丸清理機生產廠家
拋丸機脫脂的目的是去除工件表面的油污。拋丸后,附著在拋丸上的工件會形成油泥,影響涂層質量。同時,油污會堵塞除塵過濾,導致過濾使用壽命縮短。嚴重的話會堵塞除塵設備,導致除塵設備報廢。卡車廠拋丸線脫脂采用加熱噴射處理系統,工藝要求:溫度40~70℃;槽液濃度1~5點。生產過程中,應及時調整,以確保達到工藝要求的范圍。梁式拋丸線還應控制噴射壓力在0.2~0.4兆帕范圍內,過低容易清洗,過高容易將工件從掛擊落。清洗保養:脫脂槽每周換水一次,徹底清理沉淀物;濾網每2小時清洗一次;噴嘴每天調整一次,方向準確,不堵塞;管道每月清洗兩次。洗滌設備類似于脫脂,也采用加熱噴射處理系統,但只控制溫度(40~70℃),不需要控制濃度,其他管理與脫脂相同。縱梁拋丸線采用壓縮空氣吹水強制瀝水,橫梁拋丸線采用旋轉離心瀝水自動控制。要求工件表面的浮水基本瀝干,減輕干燥壓力,節約能源。干燥溫度應為70~120℃,以保證工件表面的殘水清潔。瀝水和干燥的管理是去除工件表面的水分。帶水工件進入拋丸機的后果比帶油工件更嚴重。首先,帶水工件拋丸后容易生銹,影響涂層質量;其次,水進入拋丸機會導致鋼丸和拋丸產生的灰塵生銹和結塊,導致拋丸機輸送系統和除塵系統堵塞,嚴重時報廢。因此,在生產過程中,應確保工件表面的水分被去除。