蘇州鋼結構拋丸機生產(chǎn)廠家
發(fā)布時間:2023-06-24 01:43:22
蘇州鋼結構拋丸機生產(chǎn)廠家
關于拋丸機,其簡單理解的話,便是一種機械設備。復雜點的話,它是一種能夠強化鑄件外表的鑄造設備。拋丸機廠家在拋丸機的運用上,其開始,是用來去除工件外表的粘砂及氧化皮等的,其丸砂速度是為50—100nds。但后來,它逐漸被賦予了其他一些新功能,然后使其得到了更廣泛的應用。在除銹等級上,一般是分為四個,用Sa來表示,其詳細含義是為:Sa1:等級輕,只需要工件外觀看不見的油脂和污垢,沒有附著力差的附著物,包括氧化皮、銹蝕和油漆涂層。Sa2:干凈等級,相關于Sa1等級,有附著物的話,應是結實附著。并且,抗滑系數(shù)到達0.35—0.45。Sa3:要求是非常干凈,即使有殘留物,也只能僅僅是點狀或條狀的輕微色斑。其抗滑系數(shù),應到達0.45—0.5。Sa4:是高等級,要求是徹底沒有殘留物、附著物等。并且工件外表,是應呈現(xiàn)出金屬般的光澤。
蘇州鋼結構拋丸機生產(chǎn)廠家
對于新使用的鉤和鉤,應進行一段時間的負荷試驗,額定負荷為試驗負荷的1.5倍,吊裝時間不小于10分鐘,卸料后不得變形。在鉤子使用一段時間后,鉤子的表面通常由于鋼絲繩的作用而硬化。為防止表面硬化,每六個月至一年退火一次,但溫度必須根據(jù)材料控制,否則鉤子的金屬顆粒會變厚,影響使用壽命。安全檢查鉤應至少每年檢查一次,每季至少檢查一次,以便經(jīng)常使用的鉤子。測試前,用煤油清洗鉤體,用20倍放大鏡檢查危險部位。須沒有裂縫,通過式拋丸機的塑性變形,鉚釘?shù)乃蓜拥取Mㄟ^式拋丸機安全檢查應根據(jù)繁重的工作量和惡劣的環(huán)境確定檢查周期。主要檢查鉤子是否有裂紋,變形和鉤形螺母以及松動的防松裝置,檢查襯套,心軸,小孔,耳孔及其緊固件的磨損情況。鑄鉤不得用于報廢標準;鉤體表面光滑,無裂紋、開裂、鋼絲繩損壞;鉤體缺陷不得焊接;鉤應配備安全裝置,防止意外脫鉤。

蘇州鋼結構拋丸機生產(chǎn)廠家
拋丸機過濾磨削方法:當一般旋轉(zhuǎn)磨削設備高速旋轉(zhuǎn)時,其化學物質(zhì)(化合物)將圍繞磨削槽,鋼件和磨石沒有相對速度,因此沒有相對速度差,磨削效果將大大削弱。然而,在旋轉(zhuǎn)頭園盤的旋轉(zhuǎn)傳動軸上安裝了幾個磨槽,以進行大行星旋轉(zhuǎn)健身運動,并給予向心力。由于離心作用,化學物質(zhì)會在槽壁周圍旋轉(zhuǎn)內(nèi)孔,旋轉(zhuǎn)外盤會旋轉(zhuǎn)磨削一次,磨削槽會大大逆轉(zhuǎn)一次,化學物質(zhì)會向磨削槽體的室內(nèi)空間和頂層的旋轉(zhuǎn)方向移動。由于向心力的工作壓力和強制由于向心力的工作壓力和強制流動率而產(chǎn)生流動性,導致相對速度差。旋轉(zhuǎn)速度為140~180r/min,與旋轉(zhuǎn)數(shù)成正比的相對速度差及其向心力會提高。其研磨效果是旋轉(zhuǎn)研磨設備的60倍,是振動研磨機的5~8倍。過濾研磨設備具有優(yōu)異的研磨工作能力,顯示了大量的研磨信息。主要用于時鐘、電子設備、電氣設備部件等精密機械設備的照明,特別是中小型鋼件的研磨。

蘇州鋼結構拋丸機生產(chǎn)廠家
履帶式拋丸清理機的操作:1、凡是本機操作人員須對本說明書以及本機的工作原理性能及操作方法、潤滑等方面有全面的了解,方能進行操作;2、將彈丸(200kg)陸續(xù)加入室體內(nèi),然后放入工件,關閉加料門,準備開車;3、啟動除塵器風機;4、依次按鈕啟動:提升機、拋丸器、供丸閘門,開始清理工作。清理完畢后,依次按鈕關閉:供丸閘門、拋丸器、提升機、除塵器風機,再啟動振打電機清灰,到一定時間后振打停止;5、拋丸器完全停止后,打開加料門,將工裝及工件吊出;6、遇有緊急情況,可按急停按鈕,機器立即全部停止工作;7、全部工作完畢后,應及時關閉除塵器;8、在通風除塵系統(tǒng)中,裝有兩個蝶閥,根據(jù)情況調(diào)整兩蝶閥,可得到良好的分離效果;9、拋丸器定向套的調(diào)整:定向套的調(diào)整可參考示意圖調(diào)整,在使用過程中因定向套磨損使彈丸擴散角增大,導致拋丸器和清理室的其他護板磨損加快。因此,定向套的磨損超過10毫米時,應更換新的定向套(開口方向與水平方線夾角為45°)。

蘇州鋼結構拋丸機生產(chǎn)廠家
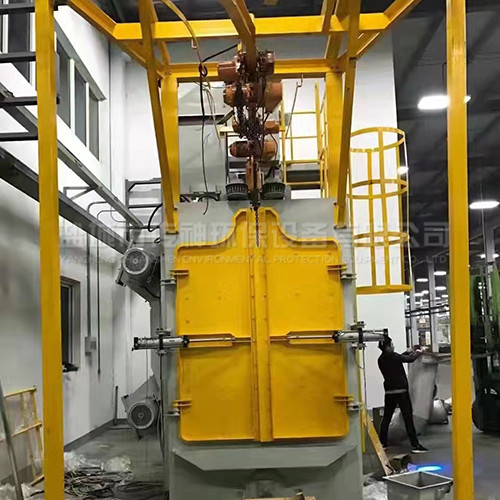
拋丸機適用大批中小型鋼件的拋丸除銹。鋼件隨吊鏈可持續(xù)運行或步進電機運行或選擇優(yōu)良的推式懸鏈運輸工作,使鋼件在倒料和拋丸除銹區(qū)各自處于終止狀態(tài),保持指定的裝卸、搬運和拋丸除銹工藝流程。吊鉤吊重50-2000kg,生產(chǎn)制造效率高,操作可靠,對發(fā)動機油底殼氣缸蓋、電機殼等表面和內(nèi)壁復雜鋼件的實際去除效果尤為好。是小車、大拖拉機、柴油發(fā)動機、電動機、閘閥等制造行業(yè)的理想化挑選。懸鏈條式拋丸清理機按其吊鏈挪動方法,可分成連續(xù)式、步進式、積放式。按吊鏈布局方法,可分成單行程安排、雙行程安排和多行程安排之分。連續(xù)式是將鋼件懸掛在吊鏈鉤上,根據(jù)拋丸除銹室系統(tǒng)地連續(xù)循環(huán)。進入清除室后,鋼件在旋轉(zhuǎn)組織的驅(qū)動器下旋轉(zhuǎn),同時向前移動,接受清除工作的方法。步進式是對鋼懸架吊鉤(通常為3鉤1組)進行排序。吊鉤的幾組取決于客戶的輸出功率和所有清除線的長度。其工作中順序為送料→等候→拋丸除銹(自轉(zhuǎn))→等候→開料→等候→送料先后循環(huán)系統(tǒng)工作中。

蘇州鋼結構拋丸機生產(chǎn)廠家
拋丸清理機工件清理的重要性:1、在拋丸機工件清洗過程中,應采用多種檢驗手段識別鑄件質(zhì)量,因此該過程是控制質(zhì)量的總關口。2、在清洗過程中,不僅可以改變工件的內(nèi)部組織,提高其機械性能,還可以提高工件的表面質(zhì)量和精度,還可以在一定程度上修復缺陷。因此,該過程也是質(zhì)量升級的關口。3、所涉及的拋丸機工種多,如切割、焊補、磨修、熱處理等。稍有不慎就會造成新缺陷甚至廢品。所以拋丸機工件清理很重要。4、鑄鐵件清洗工藝勞動力占總量的15~20%,清洗成本占鑄件總成本的25%,鑄鋼件清洗勞動力占總成本的25-30%,清洗成本占總成本的30~35%。清理工序能耗占總能耗的3~10%。5、拋丸機工件材質(zhì)不同,品種繁多,澆筑出口位置復雜多變,飛邊毛刺大小形狀不同。因此,60~70%的清潔工作仍然是手工完成的,加上灰塵、振動、噪聲、弧光和輻射熱。鑄件清洗工藝一直是鑄造生產(chǎn)中勞動強度大、勞動條件差的薄弱環(huán)節(jié),因此拋丸機工件的清洗非常重要。