荊州拋丸清理機生產廠家
發布時間:2023-06-08 01:44:15
荊州拋丸清理機生產廠家
吊鉤式拋丸機主體采用5MM碳鋼板焊接而成,安裝拋丸機側采用10MM厚鋼板,所有房間均采用耐磨鑄鐵護板進行安全防護。對于鉤式拋丸機的主拋射熱區,采用高鉻耐磨鋁合金生鐵進行安全防護,長期耐磨。鉤式拋丸機采用Q034懸臂軸流拋丸機,除銹量大,球束擴散性好,去除效果好。每臺吊鉤拋丸機必須經過切割、焊接、鍛造、吊鉤拋光、機械加工、組裝、油漆、激光標記、調試試驗合格側,經過熟練的焊接工藝,厚鋼板焊接后,房間內所有安裝耐磨鑄鐵保護板,然后是螺旋輸送機、分離設備、拋丸機總程、鋼運輸系統軟件(電葫蘆、吊鉤等)、配套設施除塵設備、電子控制系統安裝、日常組裝任務后,丸機材料鉤拋丸機將進行負載調試工作,測試合格后,為客戶安裝調整。
荊州拋丸清理機生產廠家
在履帶式拋丸機運行過程中,電機的整體性能從磨合期進入適應期,此時更加穩定。各個電子元件的質量存在許多問題。速度傳動部件的磨損導致履帶式拋丸機的結構不可調節。對于這些問題,應定期檢查履帶式拋丸機,以防止重大故障。在履帶式拋丸機運行的后期,部件和傳動部件的老化問題的磨損問題開始變得非常嚴重,例如電機線圈絕緣老化減少,操作是 不穩定的; 潤滑電機的運行不穩定性降低; 老化線圈定位器或當前位置可變裝置老化,這種定位精度降低。對于軌道式拋丸機的待處理表面,拋丸的質量和速度決定了拋丸效果的穩定性。其中,噴丸粒度對噴丸強化效果有很大影響。履帶式拋丸機砂礫的一般規律是爆破顆粒直徑小,工件表面殘余應力高,但加強層淺。噴丸粒子的直徑大,工件表面的殘余應力低,但強化層深。

荊州拋丸清理機生產廠家
拋丸清理機工件清理的重要性:1、在拋丸機工件清洗過程中,應采用多種檢驗手段識別鑄件質量,因此該過程是控制質量的總關口。2、在清洗過程中,不僅可以改變工件的內部組織,提高其機械性能,還可以提高工件的表面質量和精度,還可以在一定程度上修復缺陷。因此,該過程也是質量升級的關口。3、所涉及的拋丸機工種多,如切割、焊補、磨修、熱處理等。稍有不慎就會造成新缺陷甚至廢品。所以拋丸機工件清理很重要。4、鑄鐵件清洗工藝勞動力占總量的15~20%,清洗成本占鑄件總成本的25%,鑄鋼件清洗勞動力占總成本的25-30%,清洗成本占總成本的30~35%。清理工序能耗占總能耗的3~10%。5、拋丸機工件材質不同,品種繁多,澆筑出口位置復雜多變,飛邊毛刺大小形狀不同。因此,60~70%的清潔工作仍然是手工完成的,加上灰塵、振動、噪聲、弧光和輻射熱。鑄件清洗工藝一直是鑄造生產中勞動強度大、勞動條件差的薄弱環節,因此拋丸機工件的清洗非常重要。

荊州拋丸清理機生產廠家
吊鉤拋丸機由拋丸除銹清除室、斗式提升機、分離設備、螺旋運輸器、拋丸機總程序、彈丸自動控制系統、吊鉤行走軌道、吊鉤系統軟件、旋轉設備、路基、除塵設備、電氣控制系統等組成。拋丸除銹清除室拋丸除銹清除室由室體和護板等構成。除灰口設定在后面內壁。拋丸除銹室蓋為厚鋼板和槽鋼焊接結構,是鋼件拋丸除銹的密封性和寬闊的實際操作室內空間。拋丸除銹清除室的一邊內壁配有拋丸器總程,確保對被清除鋼件開展全方位的拋丸除銹清除。室身體受拋丸器立即拋射的地區襯有薄厚為12mm的進口冷軋Mn13護板,單班生產制造使用期能夠超過10年。其他地區選用63Mn板安全防護。護板均用安全防護螺絲帽卡緊,有利于必需時拆卸拆換。室體下部由厚鋼板排列成圓弧形,使其彈丸注入底部的螺旋運輸器。該厚鋼板上也鋪以護板開展安全防護。在螺旋式運輸器的上邊,鋪有鋼漏板,漏板的上邊又鋪耐磨橡膠板。應用時,耐磨橡膠板應鋪在拋丸器的左后方,以維護下邊的鋼漏板,增加其使用期。該機基本型配備為人工服務手動式放料口方法。

荊州拋丸清理機生產廠家
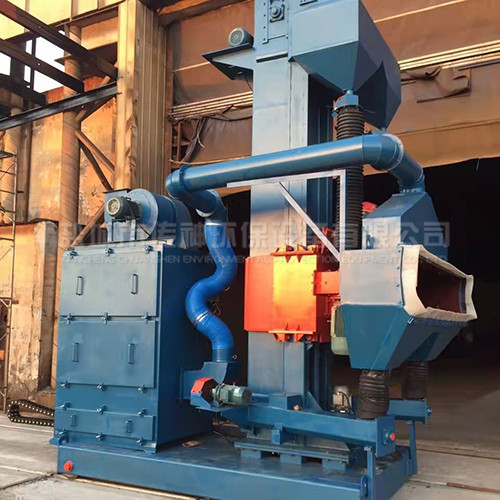
拋丸機是指用拋丸機拋出的高速拋丸清洗或加強鑄件表面的鑄造設備。拋丸機可以同時對鑄件進行拋砂、除芯和清洗。有些地方也叫打砂機和噴砂機。拋丸機主要由拋丸機、拋丸室、吹掃室、拋丸循環系統、除塵系統、導輥、支撐輥、保護輥、密封簾、密封輥等組成。拋丸機又稱拋丸機,可分為通過拋丸機、鉤式拋丸機、履帶式拋丸機等。拋丸機的維護要點:(1)定向套定向口角度調整:進料后,對準備好的鑄件進行拋丸處理,根據鑄件表面情況,稍微調整定向套方向,調整到鑄件各表面。經試制確定Z佳方向后,用標記筆標記。(2)顆粒分離器的調整:先檢查可調閘板的運動是否靈活,然后進行負荷調試,使顆粒不斷流動分離器,檢查顆粒是否呈流幕下落,否則反復調整閘板,直至顆粒呈流幕下落。(3)拋丸室內壁的耐磨襯板和拋丸葉片極易磨損,應定期檢查和更換。(4)分丸輪磨損15毫米以上應及時更換。如果繼續使用,彈丸的徑向散射角會增加,會加速護板的磨損,降低清洗效果。(5)定向套內部有深槽或定向套的定向口磨損約10毫米,應更換。