馬鞍山通過式拋丸機廠家
發布時間:2023-04-14 01:46:39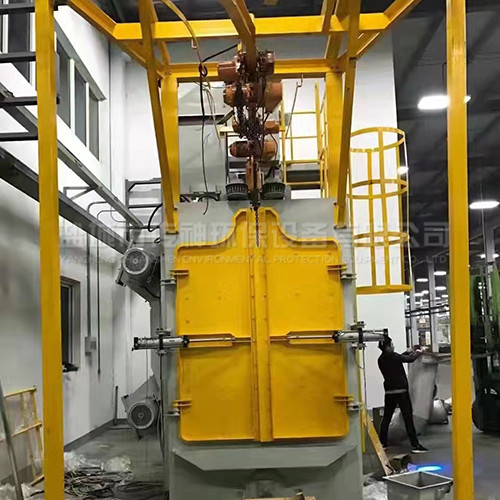
馬鞍山通過式拋丸機廠家
拋丸機是指用拋丸機拋出的高速拋丸清洗或加強鑄件表面的鑄造設備。拋丸機可以同時對鑄件進行拋砂、除芯和清洗。有些地方也叫打砂機和噴砂機。拋丸機主要由拋丸機、拋丸室、吹掃室、拋丸循環系統、除塵系統、導輥、支撐輥、保護輥、密封簾、密封輥等組成。拋丸機又稱拋丸機,可分為通過拋丸機、鉤式拋丸機、履帶式拋丸機等。拋丸機的維護要點:(1)定向套定向口角度調整:進料后,對準備好的鑄件進行拋丸處理,根據鑄件表面情況,稍微調整定向套方向,調整到鑄件各表面。經試制確定Z佳方向后,用標記筆標記。(2)顆粒分離器的調整:先檢查可調閘板的運動是否靈活,然后進行負荷調試,使顆粒不斷流動分離器,檢查顆粒是否呈流幕下落,否則反復調整閘板,直至顆粒呈流幕下落。(3)拋丸室內壁的耐磨襯板和拋丸葉片極易磨損,應定期檢查和更換。(4)分丸輪磨損15毫米以上應及時更換。如果繼續使用,彈丸的徑向散射角會增加,會加速護板的磨損,降低清洗效果。(5)定向套內部有深槽或定向套的定向口磨損約10毫米,應更換。

馬鞍山通過式拋丸機廠家
對于新使用的鉤和鉤,應進行一段時間的負荷試驗,額定負荷為試驗負荷的1.5倍,吊裝時間不小于10分鐘,卸料后不得變形。在鉤子使用一段時間后,鉤子的表面通常由于鋼絲繩的作用而硬化。為防止表面硬化,每六個月至一年退火一次,但溫度必須根據材料控制,否則鉤子的金屬顆粒會變厚,影響使用壽命。安全檢查鉤應至少每年檢查一次,每季至少檢查一次,以便經常使用的鉤子。測試前,用煤油清洗鉤體,用20倍放大鏡檢查危險部位。須沒有裂縫,通過式拋丸機的塑性變形,鉚釘的松動等。通過式拋丸機安全檢查應根據繁重的工作量和惡劣的環境確定檢查周期。主要檢查鉤子是否有裂紋,變形和鉤形螺母以及松動的防松裝置,檢查襯套,心軸,小孔,耳孔及其緊固件的磨損情況。鑄鉤不得用于報廢標準;鉤體表面光滑,無裂紋、開裂、鋼絲繩損壞;鉤體缺陷不得焊接;鉤應配備安全裝置,防止意外脫鉤。
馬鞍山通過式拋丸機廠家
在履帶式拋丸機運行過程中,電機的整體性能從磨合期進入適應期,此時更加穩定。各個電子元件的質量存在許多問題。速度傳動部件的磨損導致履帶式拋丸機的結構不可調節。對于這些問題,應定期檢查履帶式拋丸機,以防止重大故障。在履帶式拋丸機運行的后期,部件和傳動部件的老化問題的磨損問題開始變得非常嚴重,例如電機線圈絕緣老化減少,操作是 不穩定的; 潤滑電機的運行不穩定性降低; 老化線圈定位器或當前位置可變裝置老化,這種定位精度降低。對于軌道式拋丸機的待處理表面,拋丸的質量和速度決定了拋丸效果的穩定性。其中,噴丸粒度對噴丸強化效果有很大影響。履帶式拋丸機砂礫的一般規律是爆破顆粒直徑小,工件表面殘余應力高,但加強層淺。噴丸粒子的直徑大,工件表面的殘余應力低,但強化層深。

馬鞍山通過式拋丸機廠家
關于拋丸機,其簡單理解的話,便是一種機械設備。復雜點的話,它是一種能夠強化鑄件外表的鑄造設備。拋丸機廠家在拋丸機的運用上,其開始,是用來去除工件外表的粘砂及氧化皮等的,其丸砂速度是為50—100nds。但后來,它逐漸被賦予了其他一些新功能,然后使其得到了更廣泛的應用。在除銹等級上,一般是分為四個,用Sa來表示,其詳細含義是為:Sa1:等級輕,只需要工件外觀看不見的油脂和污垢,沒有附著力差的附著物,包括氧化皮、銹蝕和油漆涂層。Sa2:干凈等級,相關于Sa1等級,有附著物的話,應是結實附著。并且,抗滑系數到達0.35—0.45。Sa3:要求是非常干凈,即使有殘留物,也只能僅僅是點狀或條狀的輕微色斑。其抗滑系數,應到達0.45—0.5。Sa4:是高等級,要求是徹底沒有殘留物、附著物等。并且工件外表,是應呈現出金屬般的光澤。

馬鞍山通過式拋丸機廠家
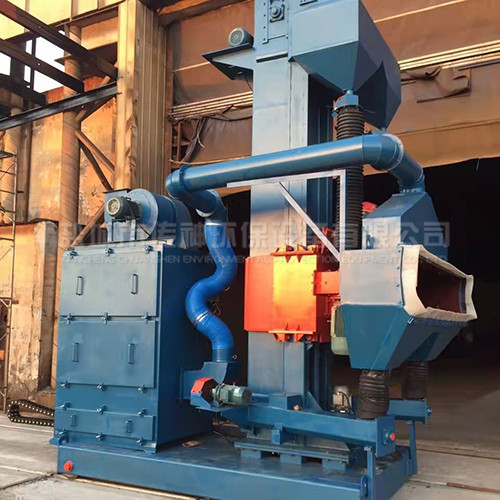
履帶式拋丸機的工作原理是將一定數量的工件放入倉庫,然后關閉閘門,機器啟動,工件由滾筒驅動翻轉。同時,投擲的炮彈形成扇形波束,均勻擊中工件表面,停止整理。球和沙子從履帶上的小孔流入螺旋輸送機,然后送入提升機,然后在分離器中停止分離。履帶式拋丸機在運行前應逐步安裝,安裝正確才能正常運行。根據當地土壤設備混凝土,用水平儀檢查直面和水平面后,可安裝履帶式拋丸機,并將螺栓緊固在腳周圍。履帶式拋丸機在正常運行前應逐步安裝。用戶可根據當地土壤設備混凝土安裝履帶式拋丸機,用水平儀檢查平面直線和水平標高,擰緊地腳螺栓。因此,如何安裝履帶式拋丸機應遵循以下步驟:出廠前,履帶式拋丸機將清潔室和拋丸機組裝成一個整體,電梯和電梯應用螺栓固定在清潔室上。

馬鞍山通過式拋丸機廠家
拋丸機的葉片被拋出的大多數彈丸不停地沖擊著,因而葉片是拋丸器中易損壞的部件。葉片的磨損或開裂會使葉輪在高速旋轉時產生振動檢查發現葉片有深溝或磨損一半以上應及時更換。此外,葉片鑄造缺陷必然會加速葉片的磨損。由于有鑄造缺陷的葉片會使彈丸在運動過程中彈跳,反過來會沖刷葉片,加劇葉片的磨損。為保證拋丸機運行的穩定性,葉片變換必須成對停止,即必須同時更換與不合格葉片相對的葉片,以達到良好的動態平衡。如果拋丸機的葉片問題導致拋頭工作異常,則更換所有葉片。不得使用有鑄造缺陷的葉片。注意裝置葉片時,1組8片葉片的重量差不大于5克。拋丸機頂護板與側護板端護板之間有一定的間隙。為了保證彈丸不溢出,拋丸機制造商的外蓋和盒子用橡膠材料密封。由于機械振動,局部彈丸沖擊橡膠墊經常形成密封墊,擊穿溢流大量彈丸。密封墊必須及時更換。現采用聚氨脂板替代橡膠板作為密封墊。聚氨脂板具有較高彈性,強度,優良的耐磨性,耐油性,有較強的耐疲倦性及抗震動性,運用效果良好。